一:厚壁塑件縮水產(chǎn)生原因
塑料注塑的塑料件的縮水是成型工藝的常見問題,通常出現(xiàn)在產(chǎn)品的表面上。是因為溶體在冷凝收縮的時候留下的空間得不到補(bǔ)充而出現(xiàn)的。產(chǎn)品冷卻凝固時,最外層的先冷卻變硬,內(nèi)部的后冷卻(還是軟的)。
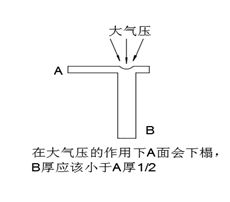
受到大氣壓的影響和材料本身的收縮率的作用下,會向中心區(qū)域施壓造成下陷。當(dāng)壁較厚的時候收縮會格外的明顯,如果成型時間過短還會造成真空泡,增加冷卻時間和填充量收縮程度會明顯好轉(zhuǎn)。
解決辦法:
注塑模具設(shè)計的收縮不統(tǒng)一,使型芯冷卻均勻性不同,肉厚部位比肉薄部位冷卻的慢,有熱傳導(dǎo)的差異,所以肉越厚收縮越大,嚴(yán)重時會出現(xiàn)縮坑。可以將原有(圖2)筋位實心的改成非實心的或者對筋位、突出部分變細(xì),增加了水流通過量使該位置冷卻充分,增強(qiáng)該位置的冷卻效果,縮水程度明顯好轉(zhuǎn)。






